|
Эффективные способы против самоотворачивания крепежаВ состоянии покоя резьба самоотворачиваться не может, так как угол подъема крепежной резьбы значительно меньше угла трения. Однако любой механизм автомобиля подвергается во время движения разного рода вибрациям, сжатию, растяжению, крутильным нагрузкам, а также температурным процессам, которые заставляют сопрягающиеся детали перемещаться друг относительно друга. Это происходит где-то в большей степени, где-то в меньшей, но от воздействия этих факторов полностью-3 избавиться невозможно. Разработчики машин придумали способы против его самостоятельного отворачивания. Рассмотрим каждый способ в отдельности: 1. Самый древний способ— это фиксация.резьбь г шплинтом (рис. 3.10). Шплинт после затяжки коронка-
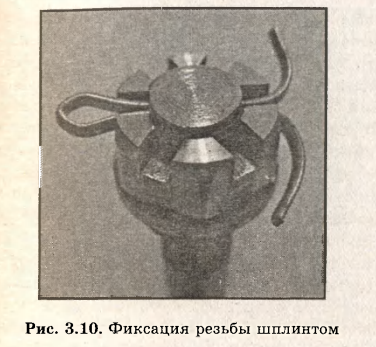
той гайки просовывается в отверстие болта и разгибается с противоположной стороны. Этот очень надежный способ фиксации, имеет некоторые недостатки, а именно: нетехнологичен в массовом производстве и ремонте, довольно требователен к положению отверстия по высоте, не позволяет с высокой точностью отрегулировать зазоры (к примеру, в колесных узлах с коническимй подшипниками), к тому же невозможна затяжка крепежа с точным значением усилий. Предупреждение! Следует учесть, что шплинт — деталь одноразовая и подлежит замене при каждой разборке крепежа такого типа. Запрещается вместо шплинтов применять различного рода проволоку и гвозди. 2. В настоящее время самый распространенный способ фиксации резьбовых соединений, особенно в массовом производстве— разрезная, пружинная, гроверная шайба (рис. 3.11). Шайба имеет две острые твердые кромки, разведенные в противоположные стороны. Они стопорят соединение, врезаясь одной кромкой в крепеж, другой — в плос,кую шайбу, лежащую на теле детали. Следует учесть,

что для левой резьбы гроверная шайба должна быть разведена в другую сторону. Лщ^И Как вариант гровера, производится весьма эффективная конструкция типа «звездочка». Она неразрезная, содержит в себе увеличенное количество загнутых под углом резцов и применяется в основном при соединении тонкостенных деталей, т. е. там, где не имеется возмож ности сильно затянуть резьбовое соединение. Шайбы та кого типа тоже нельзя относить к многоразовому крепЦ жу, по крайней мере, с каждой разборкой эффективность их падает и, если кромки уже закруглены или от «развода» почти не. осталось и следа, следует обязательно ме нять их на новые. 3. Неразрезная пружинная вогнутая шайба (тарелоч ка). Шайба применяется в основном для фиксации раз личного рода крышек, навески двигателя и др., это др| тойная замена гроверу. При монтаже шайбу следует Ус танавливать выпуклой частью к плоскости крепежного элемента. 4. Неразрезная пружинная волнистая шайба применяется в ответственных соединениях, таких как крепление маховика к коленчатому валу, крепление элементов подвесок и тормозных систем на иномарках. При сборке такие шайбы желательно всегда менять на новые. 5. Фиксирующие пластины. Изготавливаются из пластичной стали и закладываются непосредственно,под крепежные элементы. После окончательной затяжки их концы загибаются на плоскость грани болта или гайки. Такие пластины относятся к одноразовым элементам крепежа. 6. Вязальная проволока. Используется для фиксации винтов и болтов. Для этого в их головках сверлятся отверстия, перпендикулярные к оси симметрии крепежа. Такая фиксация надежна, но нетехнологична. Применяется в случае малодоступности контроля соединений. Проволока обязательно натягивается против часовой стрелки (если резьба правая). При повторном монтаже подлежит обязательной замене. 7. Контргайка — неплохой способ фиксации, когда под нее есть место. Иногда встречаются полые, отштампованные из листа стали контргайки (такие применялись для дополнительной фиксации гаек крышек шатунов в двигателях ЗАЗ). Контргайка промышленного производства всегда тоньше основной. Это не означает, что обычную гайку под нее обязательно уменьшать по высоте, просто небольшая ее высота вполне достаточна, что в условиях массового производства экономит немало материала. 8. Гайка со специальным поясом. Пояс эллиптической формы, что является неким «пружинным тормозом» резьбы. Более сильная фиксация получается, если пояс цилиндрической формы (рис. 3.12) обжимается в специальный паз на внешней резьбе. Такую конструкцию гаек часто применяют для обеспечения точной регулировки и фиксации конических подшипников передних колес, в частности, они используются в конструкции «классических» моделей ВАЗа.
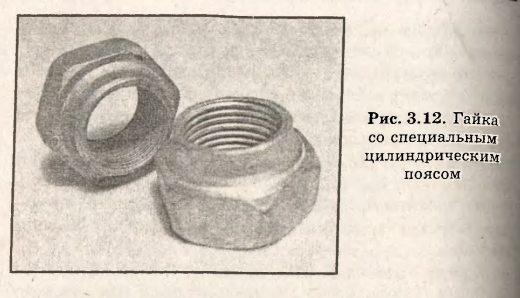
Гайки такого типа считаются одноразовыми, но если при очередной сборке точка фиксации на пояске не совпадает ! пазом, ее можно применять многократно. 9. Гайка с пластиковой вставкой (рис, 3.13). Конст-1 рукция содержит специальный пластиковый (обычно по-| лиамидный) вкладыш, завальцованный в верхнюю часть 9 гайки. Очень распространенный крепеж шаровых, амор- | тизаторов, штанг, генераторов и т. д. в иномарках и про-
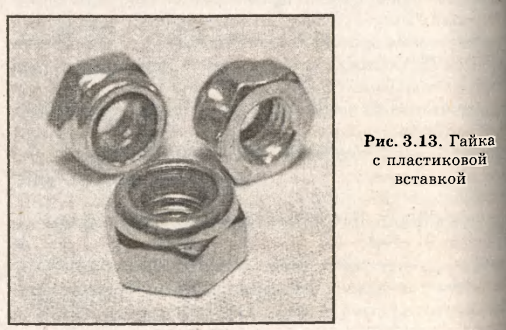
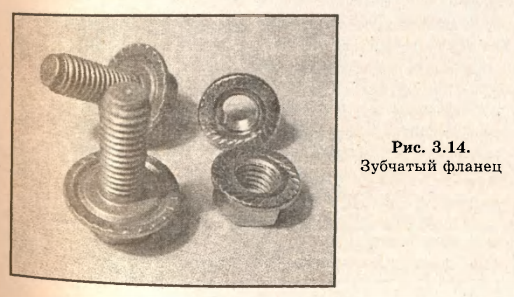
дукции ВАЗа. Кроме основной задачи, кольцо играет роль прекрасного уплотнения, поэтому там, где нет значительной температуры, применение такого крепежа желательно (особенно в нижней части автомобиля). Вторично использовать такие гайки не рекомендуется. В качестве выхода из положения можно несколько сжать колечко ударом молотка через стальную проставку в 3-4 местах. 10. Зубчатый фланец (рис. 3.14). Этот современный аналог многогранного гровера весьма технологичен, так как не надо монтировать дополнительный фиксирующий элемент, что исключает его потерю. 11. Плоский ровный фланец (рис. 3.15). Применяется в особо ответственных соединениях, фиксация происходит за счет трения фланца о деталь при большом моменте затяжки. Из конструкций с такой фиксацией следует выделить самые нагруженные. В двигателе это: шатунные болты, болты крышек коренных подшипников, крепеж головки блока цилиндров и т. д. 12. Применение специальных клеевых составов. Это самый современный способ фиксации резьбы. Составы имеют весьма широкий диапазон применений —- от двигателя, включая внутренний крепеж, до элементов подвесок.
Фиксация осуществляется анаэробным клеем, в основ-! ном методом предварительного нанесения на внешнюю часть резьбы. За д Анаэробный клей (фиксатор резьбы) — композиция на основе акрилового соединения, которая быстро пола меризуется в зазорах между металлическими поверхно| стями, увеличивая площадь контакта между деталями крепежа с 20-40% до 100% . При этом клей не только надежно фиксирует, но и герметизирует резьбовые со-] единения. Щ Полностью заполняя пространство между нитками резьбы, фиксатор способствует равномерному распреде-1 лению нагрузки по всей длине резьбы, устраняя попутно ; разного рода возможные утечки и попадание агрессивд ных сред внутрь резьбы. По степени прочности фиксаторы в основном бывают двух типов — разъемные и высокопрочные. Разъемные (средней прочности) анаэробные фиксаторы резьбы следует использовать в тех случаях, когда резьбовое соединение не должно ослабляться под действием напря-j жений, ударных нагрузок, вибраций, но может быть Де* монтировано с помощью обычного ручного инструмента. Высокопрочные (условно неразъемные) фиксаторы Ре!Я бы применяются во всех случаях, когда резьбовое соедй| нение должно противостоять высоким напряжениям, уДарным нагрузкам, вибрации, агрессивному химическому воздействию. Для демонтажа такого соединения необходим его местный нагрев (как правило, достаточно 200-270 °С). Существует множество известных зарубежных фирм, выпускающих подобную продукцию: Permatex, Qualco, Versachem, Done Deal, Liqui-Molly, Loctite, Mannol, Pro Seal и Abro и т. д. Вся продукция, в зависимости от требуемой прочности соединения, как правило, упаковывается в баночки разного цвета. Например, красный, предупреждающий цвет— без нагрева не разобрать, зеленый— в два-три раза крепче красного, синий или голубой — средняя прочность, можно разобрать обычным инструментом, розовые — слабые, для часто разбираемых соединений. Чаще всего встречаются клеи и герметики резьбы европейской фирмы «Локтайт» (Loctite), прекрасные технические характеристики которых позволяют применять их не только в качестве резьбовых фиксаторов, но и как сборочные компаунды, то есть ремонтировать посадочные поверхности, например под подшипники и разного рода втулки и т. д. Для таких операций предназначена серия Loctite-600. Для резьбы выпускается отдельная серия Loctite-200. Краткая справка: наиболее популярные разновидности резьбовых фиксаторов следующие: 1. Loctite-222 — фиксатор, предназначенный для регулировочных, установочных винтов и винтов с потайной головкой, с диаметром резьбы до 36 мм. Прочность его фиксации относительно низкая, она набирает свою силу за 6 ч при комнатной температуре. Предусматривает легкий демонтаж соединений. Термостойкость около 150 °С. 2. Loctite-24 — эффектцвный фиксатор для всех типов резьбового крепежа. Очень стоек к вибрационным нагрузкам. Соединения, зафиксированные этим типом, могут разбираться с помощью ручного инструмента. Есть возможность его использования на немного замасленных поверхностях. Применяется для фиксации и герметизации резьбы винтов, гаек, шпилек, сливных пробок, технологических заглушек с диаметром резьбы до 36мм а также для фиксации направляющих втулок клапанов во время проведения капитального ремонта ГВЦ двигателя. Прочность средняя, клей набирает свою силу через 2 часа. Термостойкость до 150 °С. 3. Loctite-270 — фиксатор предназначен для резьбовых соединений диаметром до 20 мм (включая оцинкованные и нержавеющие стали). Применяется для фиксации и герметизации шпилек в головке блока цилинд-' ров, резьбовых соединений в КПП, агрегатах рулевого управления, ведущих мостов и подвески, т. е. там, где редко проводятся сборочно-разборочные работы. Прочность со-, единения высокая, набирает силу в течение 6 ч. Длительно выдерживает температуру до 150 °С. 4. Loctite-290 — состав рекомендуется для фиксации предварительно собранных соединений диаметром до 10 мм, например установочных винтов. Фиксатор имеет среднюю прочность, готовность соединения к нагрузкам наступает через 3 часа. Температурная стойкость до 150 "С. Из отечественных выпускаются анаэробные составы под общим названием «Анатерм»: а) анаэробные фиксаторы для неразборных соединений: 1. УГ-7 — максимальная резьба до Ml 2. Рабочая температура от -60 до Л-150 "С. 2. УГ-8 — максимальная резьба до М80. Рабочая температура от -60 до +150 °С. 3. У Г-9 — максимальная резьба до М20. Рабочая тёЩ пература от -60 до Л-150 °С. 4. УГ10 — максимальная резьба до М20. Рабочая температура от —60 до 4150 °С. 5. АН-111— максимальная резьба до М36. Рабочая температура от -60 до 4-150 °С. 6. АН-112— максимальная резьба до Ml2. Рабочая температура от -60 до +175°С. 7.АН-6 — максимальная резьба до М80. Рабочая температура от -60 до +150 °С.8. АН-6В — максимальная резьба до М36. Рабочая температура от -60 до +150 °С. 9. АН-117ВМ— максимальная резьба до М36. Рабог чая температура от -60 до +250 °С. б) анаэробные фиксаторы для разборных соединений: 1. УГ-6 — максимальная резьба до М20. Рабочая температура от -60 до +150 °С. 2. УГ-11— максимальная резьба до Ml 2. Рабочая температура от -60 до +150 °С. 3. УГ-2М — максимальная резьба до М20. Рабочая температура от -60 до +150 "С. 4. АН-5МД — максимальная резьба до М20. Рабочая температура от -60 до +150 °С. 5. АН-8К — максимальная резьба до М36. Рабочая температура от -60 до +150 °С. 6. АН-17М — максимальная резьба до М36. Рабочая температура от-60 до +150 °С. 7. АН-17 — максимальная резьба до М36. Рабочая температура от -60 до +150 "С. 8. АН-18— максимальная резьба до М36. Рабочая температура от -60 до +150 °С. 9.АН-6К — максимальная резьба до М36. Рабочая температура от -60 до +150 °С. «Анатерм-114» — анаэробный клей-герметик, предназначен для фиксации и уплотнения резьбовых и гладких соединений, обеспечивает защиту резьбового соединения от коррозии, является клеем-герметиком ускоренного отвердения (от 3 до 8 мин). Обладает повышенным моментом срывания по сравнению с моментом дальнейшего отвинчивания и относится к клеям с контролируемой прочностью. 13. Из экзотических способов фиксации следует выделить пропиленную поперек гайку после затяжки, которую несколько пристукивают сверху. 14, Для неразборных конструкций после затяжки резьбы можно применить такие приемы, как кернение между нитками резьбы, а также пайку припоями.
|